简体中文
简体中文







2026-07-24

A dynamisk smältblandare är den mest effektiva lösningen för att uppnå homogen blandning av polymersmältor i kemisk fiberspinning och plastbearbetningslinjer. Till skillnad från statiska alternativ använder den ett motordrivet roterande element för att aktivt klippa och fördela smältan, vilket ger överlägsen blandningslikformighet även vid höga viskositetsskillnader . För tillverkare som integrerar masterbatch direkt i spinningsprocessen eliminerar det behovet av förkompoundering och möjliggör färg- eller additivdosering i realtid med konsekventa resultat över varje spinndysposition.
Den här artikeln täcker hur en dynamisk smältblandare fungerar, dess tekniska specifikationer, hur den jämförs med statiska blandare, vilka applikationer den tjänar och hur du väljer rätt konfiguration för dina produktionskrav.
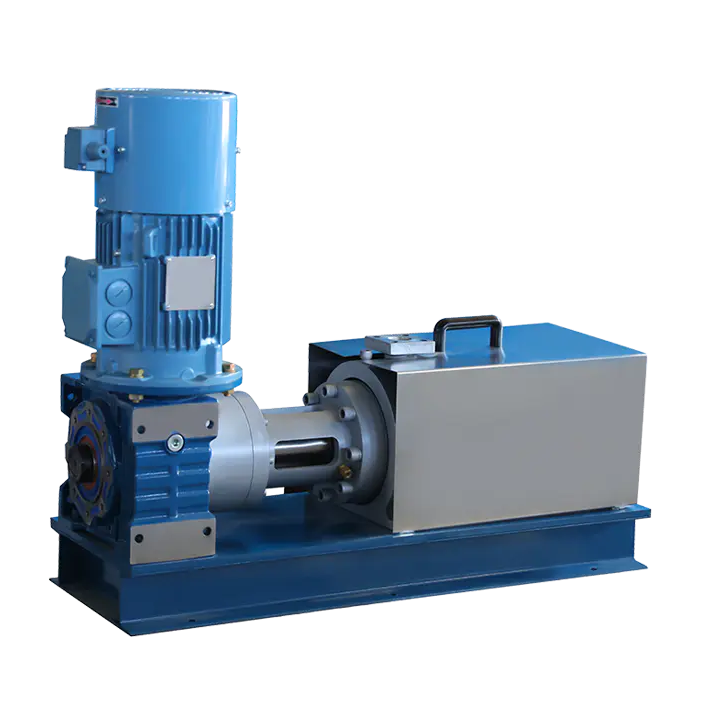
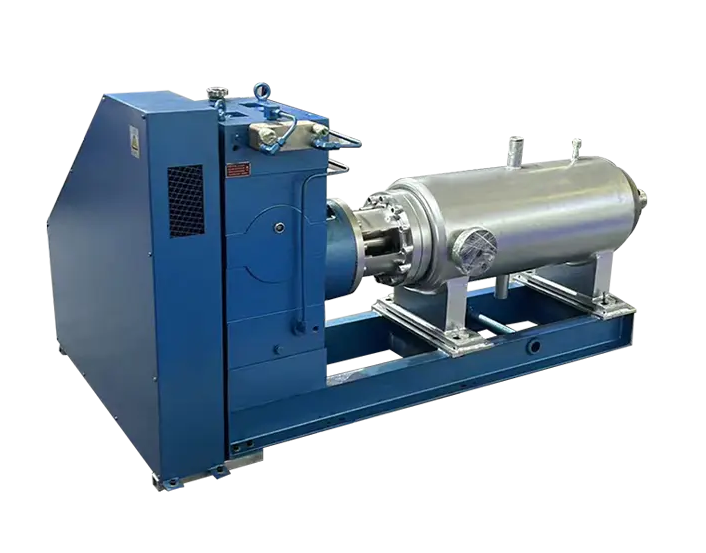
En dynamisk smältblandare är en driven inline-blandningsanordning installerad direkt i polymersmältflödesbanan - vanligtvis mellan extrudern och den roterande pumpen. Den består av en uppvärmd kammare som rymmer en roterande blandningsrotor som drivs av en extern motor. När smältan passerar genom, genererar rotorn upprepade skjuvnings-, förlängnings- och fördelningsmönster som bryter upp koncentrationsgradienter och skapar en molekylärt enhetlig blandning.
Den grundläggande arbetsprincipen bygger på tre samtidiga mekanismer:
Rotationshastigheten är oberoende styrbar (vanligtvis upp till 50 r/min), vilket gör det möjligt för operatörer att justera blandningsintensiteten utan att ändra extruderns eller doseringspumpens inställningar. Denna frånkopplade kontroll är en kritisk fördel i direktsnurrande linjer där smältgenomströmningen måste förbli konstant.
Dynamiska smältblandare finns tillgängliga i ett brett utbud av storlekar och tryckklasser för att matcha olika produktionsskalor. Följande tabell sammanfattar standardkonfigurationsparametrarna:
| Parameter | Alternativ / Räckvidd | Praktisk betydelse |
|---|---|---|
| Trycknivå | 5/15/25/45 MPa | Matchar linjetrycket för att undvika tätningsfel eller smältläckage |
| Rotordiameter (mm) | 25 / 50 / 80 / 100 / 150 / 200 / 250 / 300 | Bestämmer uppehållstid och blandningsintensitet vid en given genomströmning |
| Kapacitet (kg/h eller t/d) | 0,2 / 0,5 / 1 / 2 / 4 / 10 / 20 / 50 | Skalbar från pilotlabblinjer till full industriell produktion |
| Uppvärmningsmetod | Oljeuppvärmning / eluppvärmning | Oljeuppvärmning ger bättre temperaturjämnhet för känsliga polymerer |
| Drivkraft | 15 – 160 kW | Återspeglar blandningsuppgift; större enheter som hanterar blandningar med hög viskositet kräver högre effekt |
| Max rotationshastighet | 50 r/min | Oberoende justerbar; möjliggör skonsam eller aggressiv blandning utan extruderbyten |
Modellerna med den bredaste diametern (250–300 mm) är lämpliga för storskaliga POY- eller FDY-linjer som bearbetar tiotals ton per dag, medan kompakta 25–50 mm-enheter vanligtvis används i pilotspinningsmaskiner eller FoU-uppsättningar för specialfiber. Tryckklassificeringarna måste överensstämma med inloppstrycket för den roterande pumpen nedströms — Underdimensionering av denna parameter är en vanlig källa till tätningsförsämring och oplanerad stilleståndstid.
Både dynamiska och statiska blandare används i polymersmältlinjer, men de fyller olika behov. Att förstå distinktionen hjälper ingenjörer att undvika att underspecificera utrustning för krävande masterbatch-tilläggsuppgifter.
| Kriterium | Dynamisk smältblandare | Statisk smältblandare |
|---|---|---|
| Blandningsmekanism | Motordriven rotor; aktiv skjuvning | Fasta geometriska element; passiv flödesdelning |
| Blandningskvalitet vid låg flödeshastighet | Hög — oberoende av genomströmning | Sjunker markant vid minskat flöde |
| Tryckfall | Kontrollerbar; lägre med aktiv assist | Fast och proportionell mot flödet |
| Viskositetstolerans | Klarar höga viskositetsskillnader | Lämplig för blandningar med måttlig viskositet |
| Färg-/tillsatsdoseringsnoggrannhet | Utmärkt; konsekvent över alla positioner | Variabel; beroende på geometri och flöde |
| Mekanisk komplexitet | Högre; kräver motor, tätningar, drivning | Enkelt; inga rörliga delar |
| Bästa applikationen | Direkt smältspinning med masterbatch-tillsats | Homogeniserande nästan enhetliga smältor |
I direktspinningsapplikationer där masterbatch-koncentrat (typiskt doserat vid 2–5 % av huvudpolymerströmmen) måste blandas in i en högviskös PET- eller PA-smälta, en statisk mixer ensam kan inte på ett tillförlitligt sätt uppnå den ΔE-färgavvikelse under 0,5 som färgämneskritiska tyger kräver . En dynamisk smältblandare stänger detta gap genom att generera tillräcklig skjuvning oavsett genomströmningsfluktuationer.
Den dynamiska smältblandaren är en mångsidig utrustning som används i flera polymerbearbetningssammanhang. Dess mest krävande och värdefulla tillämpning är smältspinning med inline masterbatch-tillsats, men den tjänar också bredare industriella användningsområden.
I den här installationen smälter en sidoströmsextruder färgen eller den funktionella masterbatchen och injicerar den i huvudsmältröret för PET, PA eller PP. Den dynamiska blandaren homogeniserar sedan den kombinerade strömmen innan den når den snurrande strålen. Detta eliminerar spånfärgning eller förblandade spån, vilket minskar råvarulagrets komplexitet och möjliggör snabb färgväxling - en viktig fördel när man producerar korta serier av specialgarn.
Produktionslinjer för FDY, POY och HOY filamentgarn alla drar nytta av detta tillvägagångssätt. Konsekvent färgprestanda över alla spinndysor i en flerlägesstråle beror helt på mixerns förmåga att bibehålla enhetlig koncentration från första till sista spinndyspaketet.
Funktionella tillsatser som flamskyddsmedel, UV-stabilisatorer, antibakteriella medel och IR-absorberande fyllmedel införlivas i allt större utsträckning i spinningssteget snarare än i ett separat blandningssteg. Dessa har ofta signifikanta viskositets- och densitetsskillnader från baspolymeren , vilket gör aktiv blandning viktig. En dynamisk smältblandare säkerställer att tillsatsdispersion når tröskeln som krävs för konsekvent funktionell prestanda - till exempel enhetlig TiO2-fördelning för kontrollerad fiberglans eller konsekvent laddning av antimikrobiella medel för textilier av medicinsk kvalitet.
Utöver fiberspinning används dynamiska smältblandare i gjutfilmslinjer (t.ex. BOPP, BOPET) där jämn pigmentfördelning över filmbredden är avgörande för optisk kvalitet. Bläckformuleringar med hög pigmentbelastning drar på samma sätt nytta av den dispersiva skjuvning som en dynamisk mixer ger, särskilt när man växlar mellan färgsatser med minimalt spolspill.
Att välja en dynamisk smältblandare innebär att fem nyckelparametrar matchas till dina processförhållanden. Överdimensionering leder till onödig mekanisk komplexitet och energianvändning; underdimension äventyrar blandningskvaliteten och riskerar att tätningsfel.
En användbar urvalskontrollpunkt: om din masterbatch-tillsatsström är mindre än 3 % av huvudsmältflödet och polymerparet har liknande viskositet, räcker det vanligtvis med en medeldiameterenhet vid måttlig rotationshastighet. Om du doserar funktionella tillsatser över 5 % eller blandar inkompatibla polymerkvaliteter, välj nästa större diameterklass och bekräfta att drivkraften kan upprätthålla kontinuerlig drift vid 70–80 % av maximalt vridmoment .
Korrekt installation och rutinunderhåll avgör direkt livslängden och blandningsprestanda för en dynamisk smältblandare. Följande metoder gäller för de flesta industriella polymersmältlinjer:
För spinnproducenter som historiskt sett har förlitat sig på förfärgade chips eller nedströmsblandning, ger byte till en dynamisk smältblandare i en direktspinningskonfiguration mätbara produktions- och kvalitetsförbättringar:
Företag som levererar till snabbmode och tekniska textilmarknader – där färgsmidighet och korta ledtider är konkurrenskraftiga krav – rapporterar att förmågan att byta färg i mitten av produktionen utan att stoppa den snurrande linjen är en avgörande operativ fördel som motiverar kapitalinvesteringen i dynamisk smältblandningsutrustning.
Ja, men material för rotor och kammare måste väljas på lämpligt sätt. För oorganiska pigment och mineralfyllmedel över Mohs hårdhet 5 rekommenderas härdade stållegeringar eller keramiskt belagda ytor för kontaktzonerna för rotor och stator. Räkna med kortare tätningsserviceintervall jämfört med vanliga pigmentoperationer – schemalägg mekanisk tätningsinspektion var 2–3 månad i stället för var 6.
För tvåkomponentspinning där två polymerströmmar måste förbli separerade tills spinndysan (mantel-kärna, sida vid sida), installeras en dynamisk mixer på varje enskild ström snarare än på det kombinerade flödet. Detta säkerställer att varje komponent är invändigt homogen innan den når bikomponentfördelningsplattan. Att blanda de två strömmarna tillsammans innan spinndysan skulle motverka syftet med tvåkomponentstrukturen.
Högre rotationshastighet ökar skjuvningsintensiteten och förbättrar fördelningsblandningen, men överdriven skjuvning på skjuvkänsliga polymerer (t.ex. vissa nylonkvaliteter eller hög-IV PET) kan orsaka molekylviktsförsämring eller kedjeklippning. För varje polymertillsatssystem finns det ett optimalt rotationshastighetsfönster där blandningslikformigheten maximeras utan mätbart IV-fall. Detta fastställs vanligtvis under driftsättning genom smältflödesindex eller viskositetsmätningar vid varierande blandarhastigheter.
Uppehållstiden beror på kammarens volym och genomströmningshastighet, men den hålls avsiktligt kort - vanligtvis några sekunder till under en minut - för att undvika termisk nedbrytning. Den dynamiska mixern uppnår på några sekunder vad en statisk mixer skulle behöva mycket längre flödesvägar för att åstadkomma , vilket gör den mycket mer kompakt för likvärdig blandning. Denna korta uppehållstid begränsar också ackumulering av värmehistorik på värmekänsliga polymerer.







")

ADRESS: No.1298, Zhouan Road, Economic and Technological Development District, Jiaxing City, Zhejiang-provinsen
TELEFON: +86 19057031687
TEL: 86-0573-83777752
E-POST: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. Alla rättigheter förbehållna. Tillverkare av nyckelkomponenter för spinnmaskiner